Blog
Nail Making Machine Safety Guidelines: Operator Best Practices
Introduction
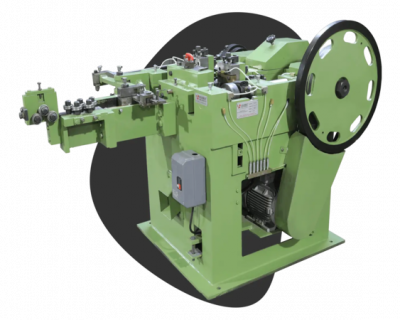
Nail making machines produce 300–500 high-speed strikes per minute. Every cycle drives a cutter, heading die, and ejection mechanism through motions that remove fingers in milliseconds and project metal fragments across workstations. India’s manufacturing sector reports over 45,000 machine-related workplace injuries annually, and high-speed metal forming equipment accounts for a disproportionate share of serious incidents. The uncomfortable pattern in accident investigation reports: most injuries happen during non-standard operations—jam clearance, die adjustment, and wire loading—not during normal production runs. That means standard safety guards alone don’t protect operators. Procedure discipline does. This guide covers the complete safety framework for nail machine operation: PPE requirements matched to specific hazards, pre-start verification protocols, safe operating procedures for normal and abnormal conditions, emergency response steps, maintenance safety, and training requirements. Follow these practices and the same machine that creates hazards becomes a predictable, controlled production tool.
Personal Protective Equipment
Matching PPE to Specific Hazards
Nail making machines generate four distinct hazard categories that require different protection:
- Eye protection: Safety glasses with side shields (minimum ANSI Z87.1) for metal fragment projection during cutting and heading operations. Full goggles for die change and maintenance tasks where debris can approach from multiple angles
- Hearing protection: Earplugs or earmuffs rated NRR 25+ for machines operating above 85 dB. Standard mechanical nail machines generate 85–90 dB continuously—above the 8-hour exposure limit without protection
- Hand protection: Cut-resistant gloves (EN 388 Level C or higher) for wire handling and die changes. Remove gloves entirely when operating the running machine—fabric caught in moving parts causes degloving injuries
- Footwear: Steel-toe boots rated for 200-joule impact for all plant floor activities. Finished nails and tooling components drop from workstations throughout shifts
- Clothing: Close-fitted clothing without loose cuffs, open sleeves, or dangling accessories. A loose sleeve caught in a rotating flywheel creates a pull-in hazard with no safe recovery option
Pre-Start Safety Checks
Five Checks Before Every Shift Start
- Guard inspection: Verify all machine enclosures, flywheel guards, and cutter area covers are fitted and secured. Missing guards are the most common immediate cause of cutting injuries
- Emergency stop test: Press and release each emergency stop button before starting. A non-functioning e-stop during a jam clearance attempt becomes a serious injury event
- Lubrication verification: Check oil levels at all lubrication points. Dry operation causes rapid mechanical failure that produces unpredictable machine behavior
- Wire path clearance: Confirm no wire fragments, tools, or debris sit in the feed path or cutting zone from the previous shift
- Hand rotation: Slowly rotate the flywheel by hand through one complete cycle before engaging motor power. This clears obstructions and confirms mechanical freedom before high-speed operation begins
Safe Operating Procedures
During Normal Production
Keep both hands outside the machine envelope during operation. The cutting and heading mechanism completes each cycle in under 200 milliseconds—faster than human reaction time can withdraw from contact.
Specific rules that prevent the most common incidents:
- Never reach into the wire path or cutting zone while the machine runs, even briefly
- Stop the machine completely before adjusting wire tension, feed guides, or nail collection systems
- Keep unauthorized personnel at least 2 meters from the machine during operation
- Monitor for abnormal noise, vibration, or temperature changes every 30 minutes and stop immediately if detected
- Never bypass interlocks or remove guards to “improve access” during production
Wire Loading Protocol
Wire coil handling creates pinch point hazards independent of machine operation. Uncoiling wire under tension can spring and strike operators at eye level. Always wear eye protection during wire loading, maintain control of the wire end, and feed through straightening guides before engaging the machine.
Emergency Procedures and Shutdown
Responding to Jams and Stoppages
Jam clearance causes more nail machine injuries than any other single activity. The correct sequence every time:
- Press emergency stop immediately
- Wait for all moving parts to reach complete standstill—minimum 30 seconds
- Isolate main power at the disconnect switch
- Use tools (pliers, extraction rods) to clear jams—never fingers
- Restore guards before restarting
Never use the machine’s inching or jog function to “work out” a jam while the obstruction is still present. The heading mechanism can engage unexpectedly during inching operations.
Fire Response
Lubrication oil and metal chips create fire risk in the cutting zone. Keep a Class B fire extinguisher within 5 meters of every nail machine. Clean accumulated chips and oil from the machine base daily—oil-saturated chip accumulation ignites from friction heat generated by a jammed mechanism.
Machine-Specific Hazards and Controls
High-Speed Mechanism Risks
The cutter, heading die, and ejection mechanism operate at speeds that make contact injuries severe and irreversible. Guards must physically prevent access to these zones during operation—not just warn operators away. Interlocked guards that stop the machine when opened provide better protection than fixed guards that operators remove for convenience and forget to replace.
Electrical Hazard Management
Control panels, motor terminals, and wiring conduits require inspection every three months for insulation damage, loose terminals, and moisture ingress. Assign electrical inspection to qualified electricians only. Never open control panels during machine operation or with power connected.
Noise Exposure Monitoring
Operations running multiple nail machines in one facility routinely exceed 90 dB ambient noise levels—the threshold requiring engineering controls under Indian factories regulations. Arrange machines to maximize distance between operators. Install sound-absorbing barriers between machine stations where space permits.
Maintenance Safety Practices
Lockout/Tagout Protocol
Every maintenance task—die changes, cutter sharpening, lubrication, belt inspection—requires full energy isolation before work begins:
- Stop the machine and press emergency stop
- Turn the main disconnect switch to OFF position
- Apply a personal padlock to the disconnect switch hasp
- Attempt machine restart to verify isolation is complete
- Place a lockout tag identifying the maintenance technician and task
- Verify all stored energy (compressed springs, residual flywheel rotation) has dissipated before opening any guarded area
Die and Cutter Removal
Heading dies and cutters remain under spring tension even when the machine is stopped. Use the manufacturer-specified extraction tools—improvised methods cause components to release suddenly and project at high velocity. Wear full eye protection and cut-resistant gloves for all die handling tasks regardless of machine power state.
Training and Operator Practices
Certification Before Operation
No operator should run a nail making machine without completing structured training covering machine-specific hazards, emergency procedures, and daily safety checks. New operators require supervised operation for a minimum of five shifts before unsupervised production.
Core training elements:
- Machine-specific hazard identification (visual tour with running machine)
- Emergency stop location and operation test
- Jam clearance procedure demonstration and practice
- PPE selection and fitting verification
- Near-miss reporting procedure and incident log review
Incident Reporting Culture
Near-miss reporting predicts injury prevention effectiveness better than lagging indicators like injury rates. Plants where operators report near-miss events without fear of blame identify hazards before injuries occur. Establish a simple written near-miss log at each machine station and review entries weekly during team briefings.
FAQs
What noise level requires mandatory hearing protection on nail machines?
Indian factories regulations require hearing protection when 8-hour exposure exceeds 85 dB. Standard mechanical nail machines generate 85–90 dB continuously at operator positions. Enclosed high-speed machines reduce this to 72–78 dB—below the mandatory protection threshold for most single-machine operations.
Can operators adjust machine settings during production to save time?
No. Adjusting feed tension, cutter position, or collection guides while the machine runs creates direct contact risk with moving parts. The time saved by skipping shutdown for minor adjustments is negligible compared to the injury risk and machine damage from contact with the cutting mechanism during operation.
What’s the correct PPE for die change tasks?
Die changes require cut-resistant gloves, full eye goggles (not safety glasses), and steel-toe footwear. The machine must be fully isolated with lockout applied before die removal begins. Use manufacturer-specified extraction tools—never improvised alternatives that lack the geometry to control component release direction.
How do I handle a wire break during production?
Press emergency stop immediately. Wire under tension can spring back and cause eye or face injuries when it breaks under feed tension. Wait for complete machine standstill before accessing the wire path to remove the broken end and reload. Wear eye protection during wire path access regardless of machine power state.
What training frequency keeps operator safety practices current?
Conduct a structured safety refresher every six months covering emergency procedures, recent near-miss events, and any procedure changes. New hazard awareness degrades within three months without reinforcement. Monthly toolbox talks covering single specific hazard topics maintain awareness between formal refresher sessions.
Conclusion
Nail machine safety depends on procedure consistency, not just guard presence. Implement pre-start checks, enforce PPE requirements, and train operators on jam clearance before incidents make the gaps visible. Request a safety training package and machine audit from our team to establish systematic safety practices at your plant.
Gujarat Wire Products has manufactured nail making machines since 1975, supplying operations across India, Africa, Europe, and Asia. Our ISO 9001:2008 certified machines include integrated safety guarding, emergency stop systems, and enclosed high-speed designs that reduce noise exposure and fragment projection risk. Every machine commissioning includes structured operator safety training covering machine-specific hazards, emergency procedures, and daily check protocols.
Visit gujaratwireproducts.comor contact our engineering team to request a safety audit checklist, operator training materials, or a machine consultation that incorporates your facility’s specific safety requirements.